

Fezhm® Hydraulic Moulds for 3D PPVC(Prefabricated Prefinished Volumetric Construction):
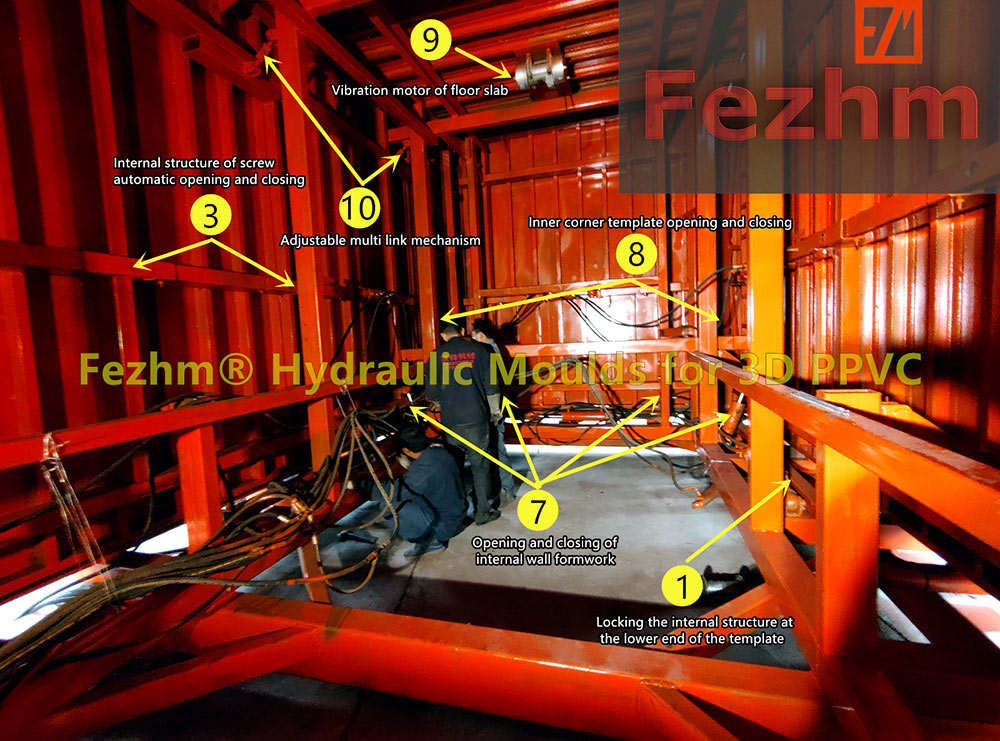
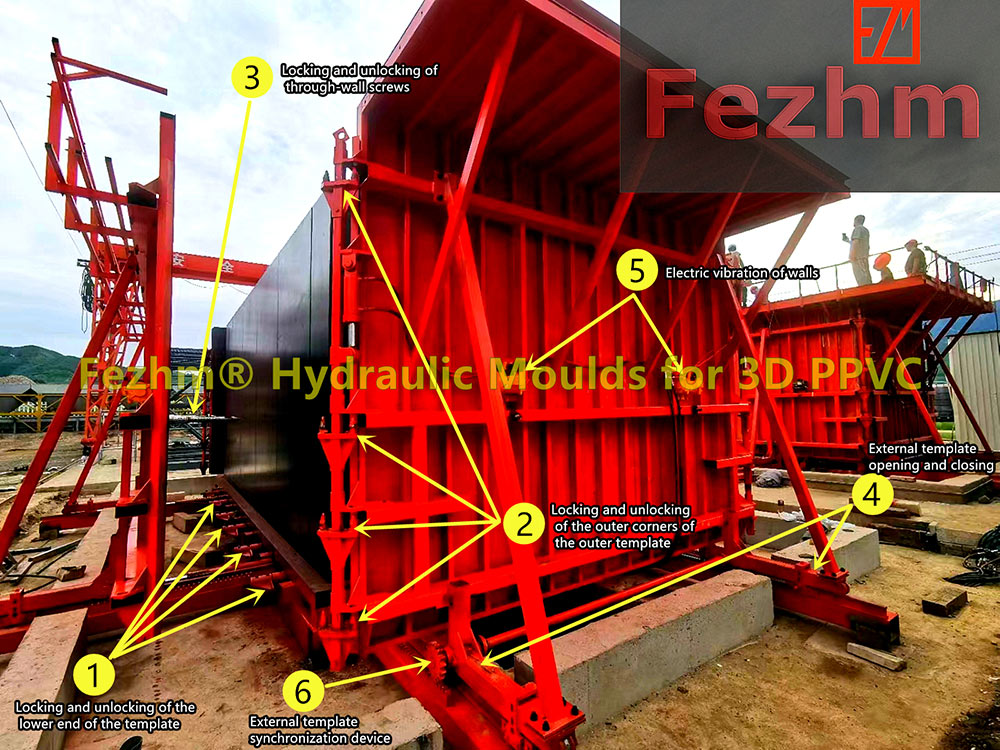
1. Locking and unlocking of the lower end of the template: Six oil cylinders are driven by a hydraulic linkage device to simultaneously move eighteen points on the circumference, achieving one key locking and unlocking. At the same time, the lower ends of the inner and outer templates are locked, achieving reinforcement of the lower end of the mold.
2. Locking and unlocking of the outer corner of the external mold: Four oil cylinders drive the connecting rods to simultaneously move sixteen points at the four corners, achieving reinforcement of the outer corner (external mold corner) position.
3. Locking and unlocking of the through-wall screw: There are twelve points on the circumference, and the unique cone pin structure replaces the through-wall screw. It is installed at the corresponding position of the outer template and follows the movement of the outer template. Six oil cylinders drive the twelve points of the executing mechanism inside the inner mold cavity to act simultaneously, achieving one click reinforcement of the through-wall screw position. Simultaneously equipped with lock and unlock indicator lights, it is convenient to identify the completion of actions.
4. External mold opening and closing: Eight oil cylinders drive the four exterior wall templates equipped with synchronous devices to open and close simultaneously, completing the action with one click. The opening and closing of the external mold can be separated in order according to requirements.
5. Electric wall vibration: Ten 2.2kW high-frequency vibrators vibrate with one click (jog) to achieve automatic vibration during the wall pouring process, and the pouring vibration is carried out synchronously.
6. External mold synchronization device: unique external mold gear rack and synchronous shaft, achieving synchronous action at both ends of the external mold, ensuring smooth operation of the external mold, and ensuring accurate positioning of the cone pin installed on the external template.
7. Inner wall template opening and closing: Eight oil cylinders simultaneously drive the four inner wall templates to achieve one key opening and closing of the inner wall template, with each template driven by two oil cylinders.
8. Opening and closing of inner corner templates: Four oil cylinders simultaneously drive the four inner corner templates to achieve one click opening and closing of the four inner corner templates.
9. Floor vibration motor: Two 2.2kW flat plate vibrators vibrate with one click (jog) to achieve automatic vibration during the floor pouring process, and the pouring vibration is carried out synchronously.
10. Adjustable multi bar mechanism: All templates of the internal mold use an adjustable multi bar mechanism to ensure the running trajectory of the internal mold components, and a reliable rotating pair ensures the smooth operation of the internal mold without jamming.
11. Cylinder sealing component: Using independently developed new materials as the main material of the cylinder sealing component, it is weather resistant to -40 ℃~220 ℃, ensuring the sealing performance of the cylinder without internal leakage. Longer usage cycle.
12. Hydraulic system: Two layers of braided steel wire with a nominal pressure of 53MPa are selected for the high-pressure oil pipe to be matched with an H-joint, with a reserved safety factor of 2.5 to ensure the reliability of the pipeline. Customize the pressure regulating system to ensure that each action is individually set with a reasonable pressure. At the same time, a safety unloading device is equipped to ensure that the hydraulic system does not exceed pressure during the steam curing process.



